
邓先生:133-4017-8107
Q Q:327929583 (邓先生)
邮箱:327929583@qq.com
网址:www.gzzkds.com
地址:赣州市经济技术开发区迎宾大道76号丽元铝材一栋三号门

真空镀钛的主要特点是什么呢?于都质量好激光切割镀钛指的是在温度较高的钛金炉内,将钛、锆等金属除去空气,同时凭借惰性气体的辉光放电,让所要涂层加工的金属或合金蒸气离子化,此时的离子经电场加速,会不断的堆积在负电荷的不锈钢板上,于是便有了颜色十分丰富的金属膜。2、色泽不会变化的PVD镀膜也是镀钛的主要特点。和传统的电镀不同的是,镀膜硬度较高,同时可以避免磨檫现象的发生,无剥落情况,高度防腐,所以PVD镀膜不锈钢总是可以很广泛的被运用于众多的装饰行业。氮化钛是镀钛涂层工艺的一种,通常情况下,这种氮化钛的颜色为金色,氮化钛不仅性能优异,于都激光切割厂家且它的硬度还高达2300HV,在化工、材料等行业中运用十分广泛,氮化钛通常都是金色,其工作的温度可承受的较高限度为580摄氏度,可以适应于低温涂层,0.23VSNi的摩擦系数可以有效的减少摩擦力,适合于低温零件中使用。

不锈钢仿古拉丝工艺加工方法步骤:1、切割:选择优质的不锈钢板,于都激光切割采用进口激光切割机切割出基本字形。相对于等离子切割,激光切割具有如下优点:字形精准、不走形,切割线条更圆滑、自然、美观,对材质的色泽、光洁度等物理特性无热切割损伤。2、锯角:字形位距测量、定位精准,锯割到位,此为必不可少的步骤,也是决定字的质量的重要一步,特别是对于厚的围边材质或拐角处较多的笔划,能确保围边材质焊接到位和字形体不走形。3、焊接:根据材质厚度及成本控制考虑,采用锡焊或氩弧焊焊接成立体字形。锡焊接对材质厚度要求不高,打磨后效果不如氩焊接;氩焊接材质要求至少在1.5MM,打磨后效果较好,质量好激光切割厂家相应成本比锡焊接要高。4、打磨:采用手工和机械相结合的方式精细打磨焊接线面,消除焊接处的焊接杂质,弥合焊接处的缝隙,使侧边和面完全融合,真正做到无缝一体化,不显焊接痕迹。 打磨直线笔画时,焊接线要求整齐到位;打磨弧形笔画时,焊接线要求光滑自然。

赣州真空镀色的工艺表现在哪些方面?真空镀色都是采用在真空条件下,质量好激光切割质量好通过蒸馏或溅射等方式在塑件表面沉积各种金属和非金属薄膜,通过这样的方式可以得到非常薄的表面镀层,同时具有速度快附着力好的突出优点,但是价格也较高,可以进行操作的金属类型较少,一般用来作较高档产品的功能性镀层,例如作为内部屏蔽层使用。常见的塑胶产品电镀工艺有两种:水电镀和真空离子镀.用在不锈钢方面的是:真空离子镀,又称真空镀膜.真空电镀的做法现在是一种比较流行的做法,质量好激光切割厂家做出来的产 品金属感强,亮度高.而相对其他的镀膜法来说,成本较低,对环境的污染小,现在为各行业广泛采用。

不锈钢制品电镀前的注意事项:于都质量好激光切割电镀之前要先将镀件的表面进行机械抛光。在作为预处理的机械抛光法中,用的较广的是:为得到平滑面的跑轮抛光、皮带抛光;对小工件用滚筒抛光;还有能形成无光面的钢丝刷法、液体珩磨法等。2、若抛光所用的油脂附着在镀件上,则对电镀特别有害,电镀前必须进行脱脂处理。3、另外,在空气中金属表面上生成的氧化物膜,严重地影响着电镀层的附着性。这种氧化物膜能够溶于稀酸或氰化钾等水溶液中,所用电镀前要在这些水溶液里浸渍一段时间,经水洗之后,在表面还潮湿的状态下,将其放入镀槽中进行电镀。于都质量好激光切割厂家另外当电镀金属和基体金属的原子排列显著不同时,会在接触面上出现结合不良的现象,使附着性变坏。
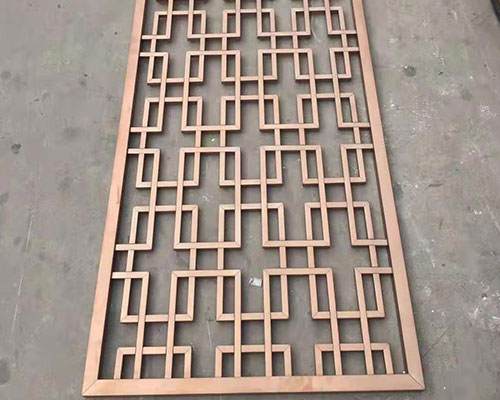
现在屏风已经在很多地方得到了广泛的应用,在酒店、KTV、高端消费场所等都能看到其屏风的“身影”。当下的屏风和传统的屏风在制作材料上有很多的不同之处。于都质量好激光切割现在人们使用的屏风主要是不锈钢金属材质加工而成的。不锈钢屏风的尺寸一般是多少?不锈钢屏风的尺寸问题是一个非常重要的问题,尤其是一些镀钛、古铜做旧的不锈钢屏风。因为镀钛的炉子有大有小,一般都是2m宽以内的都可以加工,如果宽度超过的话,就不要将屏风断开。这样在安装的时候如果需要焊接,就很难处理。因为焊接的部分会出现烧黑的情况,如果进行打磨抛光的话表面的颜色就会掉落。而且宽度的拼接是非常困难的,于都质量好激光切割厂家尤其是不锈钢管焊接的,如果花纹比较复杂是基本不可能拼接。所以设计师在设计的时候一定要了解这些尺寸的限制,才能知道不锈钢屏风的尺寸设置成多少比较好。

双色电镀件设计要求有哪些?于都质量好激光切割基材建议采用ABS材料,ABS电镀后覆膜的附着力较好,同时价格也比较低廉。2.塑件表面质量一定要非常好,电镀无法掩盖注射的一些缺陷,而且通常会使得这些缺陷更明显。3.在结构设计时有几点也要关注外形要适合于电镀处理:表面凸起建议控制在0.1~0.15mm/cm,尽量没有尖锐的边缘。如果有盲孔的设计,盲孔的深度建议不超过孔径的一半,负责不要对孔的底部的色泽作要求。要采用适合的壁厚防止变形,建议在1.5mm以上4mm以下,如果需要作的很薄的话,要在相应的位置作加强的结构来保证电镀的变形在可控的范围内。于都激光切割厂家在设计中要考虑到电镀工艺的需要,由于电镀的工作条件一般在60度到70度的温度范围下,在吊挂的条件下,结构不合理,变形的产生难以避免,所以在塑件的设计中对水口的位置要作关注,同时要有合适的吊挂的位置,防止在吊挂时对有要求的表面带来伤害。
133-4017-8107
邓先生:133-4017-8107
Q Q:327929583
地 址:赣州市经济技术开发区迎宾大道76号丽元铝材一栋三号门



