
邓先生:133-4017-8107
Q Q:327929583 (邓先生)
邮箱:327929583@qq.com
网址:www.gzzkds.com
地址:赣州市经济技术开发区迎宾大道76号丽元铝材一栋三号门

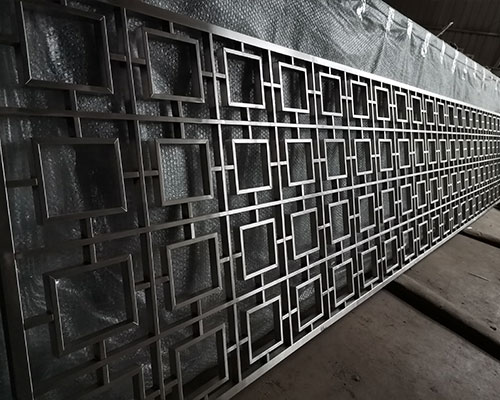
现在屏风已经在很多地方得到了广泛的应用,在酒店、KTV、高端消费场所等都能看到其屏风的“身影”。当下的屏风和传统的屏风在制作材料上有很多的不同之处。全南专业激光切割现在人们使用的屏风主要是不锈钢金属材质加工而成的。不锈钢屏风的尺寸一般是多少?不锈钢屏风的尺寸问题是一个非常重要的问题,尤其是一些镀钛、古铜做旧的不锈钢屏风。因为镀钛的炉子有大有小,一般都是2m宽以内的都可以加工,如果宽度超过的话,就不要将屏风断开。这样在安装的时候如果需要焊接,就很难处理。因为焊接的部分会出现烧黑的情况,如果进行打磨抛光的话表面的颜色就会掉落。而且宽度的拼接是非常困难的,全南专业激光切割厂家尤其是不锈钢管焊接的,如果花纹比较复杂是基本不可能拼接。所以设计师在设计的时候一定要了解这些尺寸的限制,才能知道不锈钢屏风的尺寸设置成多少比较好。

赣州真空镀色的工艺表现在哪些方面?真空镀色都是采用在真空条件下,专业激光切割专业通过蒸馏或溅射等方式在塑件表面沉积各种金属和非金属薄膜,通过这样的方式可以得到非常薄的表面镀层,同时具有速度快附着力好的突出优点,但是价格也较高,可以进行操作的金属类型较少,一般用来作较高档产品的功能性镀层,例如作为内部屏蔽层使用。常见的塑胶产品电镀工艺有两种:水电镀和真空离子镀.用在不锈钢方面的是:真空离子镀,又称真空镀膜.真空电镀的做法现在是一种比较流行的做法,专业激光切割厂家做出来的产 品金属感强,亮度高.而相对其他的镀膜法来说,成本较低,对环境的污染小,现在为各行业广泛采用。

不锈钢仿古拉丝工艺加工方法步骤:1、切割:选择优质的不锈钢板,全南激光切割采用进口激光切割机切割出基本字形。相对于等离子切割,激光切割具有如下优点:字形精准、不走形,切割线条更圆滑、自然、美观,对材质的色泽、光洁度等物理特性无热切割损伤。2、锯角:字形位距测量、定位精准,锯割到位,此为必不可少的步骤,也是决定字的质量的重要一步,特别是对于厚的围边材质或拐角处较多的笔划,能确保围边材质焊接到位和字形体不走形。3、焊接:根据材质厚度及成本控制考虑,采用锡焊或氩弧焊焊接成立体字形。锡焊接对材质厚度要求不高,打磨后效果不如氩焊接;氩焊接材质要求至少在1.5MM,打磨后效果较好,专业激光切割厂家相应成本比锡焊接要高。4、打磨:采用手工和机械相结合的方式精细打磨焊接线面,消除焊接处的焊接杂质,弥合焊接处的缝隙,使侧边和面完全融合,真正做到无缝一体化,不显焊接痕迹。 打磨直线笔画时,焊接线要求整齐到位;打磨弧形笔画时,焊接线要求光滑自然。

不锈钢表面处理方法有几种?全南专业激光切割不锈钢件储存:应有专用存放架,存放架应为木质或表面喷漆的碳钢支架或垫以橡胶垫,以与碳钢等其它金属材质隔离。存放时,储存位置应便于吊运,与其它材料存放区相对隔离,应有防护措施,以避免灰尘、油污、铁锈对不锈钢的污染。不锈钢件吊装:吊装时,应采用专用吊具,如吊装带、专用夹头等,严禁使用钢丝绳以免划伤表面;并且在起吊和放置时,应避免冲击磕碰造成划伤。不锈钢件运输:运输时,应用运输工具(如小车、电瓶车等),并应洁净有隔离防护措施,以防灰尘、油污、铁锈污染不锈钢。全南激光切割厂家严禁拖拉,避免磕碰、划伤。赣州市尚品真空科技加工件范围有不锈钢板、酒店屏风、电梯门套、边角装饰件、不锈钢家具、不锈钢材料所有制品、如不锈钢雕刻品、艺术品、不锈钢广告字、各种展架、高端五金件等。提供产品表面无指纹处理工艺选择。
不锈钢表面处理加工工艺:全南专业激光切割不锈钢原材料经研磨和抛光加工后表面平整而具镜面光泽的不锈钢板材,有2B、BA、普通面、8K面、8K面最好。8K板又称镜面板,用研磨液通过抛光设备在不锈钢板面上进行抛光,使板面光度像镜子一样清晰。而彩色不锈钢镜面板是在不锈钢板镜面板的基础上再着色,现在高档彩色不锈钢镜面板都是用真空离子电镀技术镀色加工的。为本色不锈钢板增添了赏心悦目的美感,能在室外环境下长年不褪色。拉丝板:不锈钢拉丝是采用拉丝的布条往复运动,在工件表面来回摩擦使工件表面光洁度提高的一种方法,表面的纹理呈直线状。专业激光切割厂家不锈钢拉丝很讲究程序和工艺,一般配合拉丝机修复和还原产品刮花的位置及焊缝,最终达到整体的拉丝艺术效果。不锈钢拉丝是当今不锈钢行业较流行的一种表面处理技术,是对不锈钢产品进行的拉丝效果处理。

激光切割穿孔技术有哪些?1.爆破穿孔:材料经连续激光的照射后在中心形成一凹坑,然后由与激光束同轴的氧流很快将熔融材料去除形成一孔。全南激光切割一般孔的大小与板厚有关,爆破穿孔平均直径为板厚的一半,因此对较厚的板爆破穿孔孔径较大,且不圆,不宜在要求较高的零件上使用(如石油筛缝管),只能用于废料上。此外由于穿孔所用的氧气压力与切割时相同,飞溅较大。2.脉冲穿孔:采用高峰值功率的脉冲激光使少量材料熔化或汽化,常用空气或氮气作为辅助气体,以减少因放热氧化使孔扩展,气体压力较切割时的氧气压力小。每个脉冲激光只产生小的微粒喷射,逐步深入,因此厚板穿孔时间需要几秒钟。一旦穿孔完成,立即将辅助气体换成氧气进行切割。这样穿孔直径较小,全南专业激光切割厂家其穿孔质量优于爆破穿孔。为此所使用的激光器不但应具有较高的输出功率;更重要的时光束的时间和空间特性,因此一般横流CO2激光器不能适应激光切割的要求。
133-4017-8107
邓先生:133-4017-8107
Q Q:327929583
地 址:赣州市经济技术开发区迎宾大道76号丽元铝材一栋三号门



